数樂管理人のブログ
数樂管理人のブログ 
こんにちは。昔つくったリブエンドミルの作り方です。アステロイド形状のような変形正多角形状のエンドミルをつくるのに役立つ方法です。
アステロイドなどの少し変わった正多角形形状や多角形形状のエンドミルを作る場合, スクエアエンドミルなら砥石を上方向や横方向などいろいろな角度から砥石を当てて, 研削を行えば, 所定のエンドミルが得られることは周知である。エンドミルに用いられる材質にはいろいろなものが考えられる。ここでは, それも含めテーパエンドミルを制作する場合, テーブルをどのように傾けなければならないか, 簡単にまとめた。以下が基本となるエンドミル形状である。軸直角断面のラジアルレーキ角は である。
である。
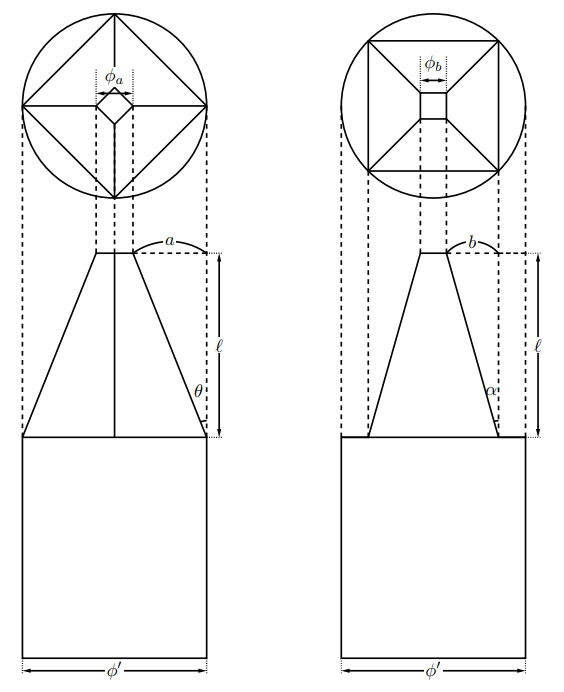
図の は制作したいエンドミルの片勾配角で,
は制作したいエンドミルの片勾配角で,  がそのエンドミルを作るときに, 傾けるテーブルの旋回角度である。砥石は
がそのエンドミルを作るときに, 傾けるテーブルの旋回角度である。砥石は における, エンドミルの中心と砥石の中心がを結ぶ線分
における, エンドミルの中心と砥石の中心がを結ぶ線分 が,研削盤に平行であるとして, 諸望する角度において, 角度を研削盤に平行に傾けたとしても, 砥石の中心とエンドミルの中心は研削盤に平行に保たれているものとする。
が,研削盤に平行であるとして, 諸望する角度において, 角度を研削盤に平行に傾けたとしても, 砥石の中心とエンドミルの中心は研削盤に平行に保たれているものとする。
厳密にはエンドミル中心と砥石の中心がいいのだろうが, 若干はずれると思う。 刃長,
刃長,  ,
,  (ただし,
(ただし,  は工具の先端径),
は工具の先端径),  シャンク径, 破線
シャンク径, 破線 は工具の回転軸に垂直であるとし,
は工具の回転軸に垂直であるとし,  とする。また, エンドミルの切れ刃は右または左にねじるものとする。
とする。また, エンドミルの切れ刃は右または左にねじるものとする。



ここで,  とおくと,
とおくと,  ,
, 
それぞれ について解くと,
について解くと, ,
,  となり,
となり, 
諸望したい片勾配角を とするとき, 研削盤の方向け角は, 上の公式より,
とするとき, 研削盤の方向け角は, 上の公式より,
この角度で研削すれば, 片勾配角 のエンドミルが得られる。
のエンドミルが得られる。
エンドミルのねじれ角は完成写真(材質:超硬)を参考にしていただきたいが, 私の実験では牧野フライス研削盤の において,
において,
刃長ヘリカル旋回角
が丁度よかったのを記憶している。
刃長が なら, ヘリカル旋回角も
なら, ヘリカル旋回角も だったような(笑)。違ってたらすいません。
だったような(笑)。違ってたらすいません。
以下完成写真です。ボールエンドミルもあります。

どうぞ研削機械を購入して, 社内でエンドミルを作ってみてはどうでしょうか。意外と簡単ですよ?特にこのエンドミルは, すくい面と切れ刃が同時に生成されますので, 研削効率がいいのも特徴です。また, この技術を利用した専用の研削盤を作ってもよし, プログラム組んでもよし, 実験工具なども作ってもいいでしょう。
数学が好きなら, こんなこともできるという実例です。当時の会社ではこの技術は認められなかったもので。まぁ正直僕には必要ないと判断し公開することにしました。
数学的なお話をすれば, このエンドミルを上から見るとベルヌーイスパイラル(間違ってたらごめんなさい。)になってるんですよ。
溝切削として使用していた場合の切削条件は, 材質HRC35程度(記憶が正しければ)工具先端径 , 刃長
, 刃長 , で回転数
, で回転数 , 送り
, 送り , エンドミル回転軸方向切込み
, エンドミル回転軸方向切込み 回でした。
回でした。
ねじれている構造にも技術的ポイントはあるのですが, それは制作段階の楽しみにとっておきましょう。いろいろ実験できたほうがおもしろいでしょうし。砥石のあて具合や形状によっても切削作用が大きくなったり, バニシング作用が大きくなったりもします。この辺もこの工具の面白いところです。今ならダイヤモンドコーティングやその他コーティングも進歩しているでしょう。溝切削なら奇数刃がいいですが, このエンドミルもなかなかいいですよ。では。最後に, この技術に関していかなる責任も負いません。ご自身の責任下においてご利用ください。
公開にあたって, ねじれ角のからくりも明かすと, 同じ位相の変形正多角形状が1つの刃長の中に1つしか存在しないように設定するといいですよ。そうすることで, 多分ですが, 溝切削における振動を軽減できます。そんな感じで工具設計してみてください。それでは。
基本お任せします(笑)。写真の背景のイラストでも参考にしてください。それでは。
【著作者:相城 啓志】